In the fields of humanoid robots, new energy vehicles, etc., PEEK materials have attracted wide attention. Fortunately, as early as 2010, customers entrusted us with the PEEK material Machining. Up to now, we have accumulated tens of thousands of PEEK plastic machining experiences, and now we share it with you to take you to have a deeper understanding of the Material Properties, uses, and Machining Guide of PEEK
What is PEEK?
Polyetheretherketone (PEEK) is an ultra-high-performance special engineering plastic developed by the British Imperial Chemical Industries (ICI) in 1978. It is a linear aromatic polymer compound with the constituent units of oxygen-p-phenylene-carbonyl-p-phenylene-oxy-p-phenylene. It is a semi-crystalline thermoplastic plastic.
PEEK material Properties
High temperature resistance: Continuous long-term operation at 260℃ without obvious performance degradation, short-term tolerance of high temperatures above 300℃.
Flame retardancy: PEEK is a linear aromatic polymer compound that has flame retardancy and produces very low smoke when burning.
Solvent resistance: It can withstand most organic solvents at room temperature and only slowly corrodes in strong oxidizing media such as concentrated nitric acid and concentrated sulfuric acid.
Radiation resistance: It can withstand nuclear industrial-grade radiation under the action of gamma rays, and the mechanical property retention rate after radiation is >80%.
Volume resistivity: Excellent insulation performance and remains stable at high temperature and high frequency, with low signal transmission loss.
Water resistance: The water absorption rate is extremely low, and the performance is almost unchanged in a humid environment, suitable for underwater or humid working conditions.
Biocompatibility: It complies with ISO 10993 and USP Class VI standards and can be used for medical devices implanted in the body.
Self-lubrication and wear resistance: PEEK itself has sliding characteristics, and its wear rate is lower than that of metal materials. The self-lubrication reduces the friction coefficient, and the low wear rate greatly prolongs the service life.
High strength and light weight: The specific strength of PEEK for structural parts is 8 times that of aluminum alloy, and the density is only 1/2 of aluminum alloy and 1/5 of steel.
peek plastic properties Specific data
| Core Property | Specific Data |
| Long-Term / Short-Term Operating Temperature | 260°C / Above 300°C |
| Flame Retardancy | UL94 V-0 (0.4 mm thickness), Smoke Density Index (SDI) ≤ 50 |
| Solvent / Acid-Base Resistance | Resistant to most organic solvents; ≤ 50% hydrochloric/sulfuric acid; ≤ 30% sodium hydroxide |
| Radiation Resistance | Withstands 10⁹ Gy gamma radiation, retains >80% of performance |
| Volume Resistivity (at Room Temperature) | ≥10¹⁶ Ω·cm |
| Water Absorption (23°C, 24 hours) | 0.50% |
| Biocompatibility | Complies with ISO 10993 and USP Class VI |
| Rockwell Hardness / Coefficient of Friction | R115–120 / 0.2–0.3 (dry, unlubricated) |
| Tensile Strength (Room Temperature) | 85–100 MPa (Victrex® 450G: 94 MPa) |
| Flexural Strength (Room Temp / 150°C) | 120–150 MPa / 85–105 MPa (retention rate >70%) |
| Impact Strength (Notched / Unnotched) | 6–10 kJ/m² / 25–30 kJ/m² |
| Density | 1.3–1.32 g/cm³ |
| Heat Deflection Temperature (1.82 MPa) | 315°C (reinforced grades >320°C) |
| Coefficient of Thermal Expansion (Room Temp to 150°C) | 11–16 × 10⁻⁶ /°C |
| Dielectric Constant / Dissipation Factor (1 MHz) | 3.2–3.3 / ≤0.002 |

Application of Peek
In order to make the content more specific, industry cases are combined. These cases can be queried through authoritative technical documents, patent information, and academic research.
Humanoid robot
Application components: six-dimensional force sensor, harmonic reducer, gear, bearing, body and limb skeleton, sensor package and display components, end effector
Industry case: UBTECH Walker X’s servo motor bracket uses PEEK-CF40, which deforms only 0.02 mm when loaded with 200 N and is 60% lighter than the aluminum alloy bracket.
Automotive field
Application components: engine components, fuel system components, electrical components, electrical components, brake system components
Industry case: The Honda i-MMD drive motor uses Furukawa Electric PEEK wire; the slot fill rate is increased by 15%, helping to break through the motor power density.
Aerospace field
Application components: seals, fasteners, cable ties, engine components, fuel system components
Industry case: The high-temperature sensor bracket of the Airbus A350 engine compartment is made of PEEK-CF30 (30% carbon fiber reinforced), which is used in a 260℃ turbine exhaust environment. It is 40% lighter than the titanium alloy bracket and has a 200% increase in vibration fatigue life.
Semiconductor field
Application components: wafer processing components, equipment sealing and insulation, precision tools and fixtures, chemical corrosion environment components, clean room key components
Industry case: Lam Research semiconductor manufacturer’s patent US2006019603A1 clearly states that PEEK is used as the isolation layer of the plasma sealing component, and the hydrofluoric acid corrosion resistance life is extended from 1 month to 1 year.
Petrochemical industry
Application components: BOP seals, valves and piping systems, ESP components, logging and downhole tools, compressors, and sealing systems
Industry case: Shell shale gas submersible pump sleeves were replaced with PEEK-CF30, and the service life was extended from 1 year to 5 years, the number of pump starts was reduced by 80%, and the cumulative savings in 5 years was 8 million yuan.
Medical field
Application components: orthopedic implants (spinal implants), joint replacement components, dental restorations, and implants
Industry case: Aesculap, a German company, launched a spinal fusion product based on PEEK material. The product is widely used in hospitals in many European countries, helping many patients with lumbar disc herniation, spinal fractures, etc. to restore spinal stability and promote intervertebral fusion.
Antenna field
Application components: radar antenna cover, satellite parabolic antenna, 5G base station antenna precision part
Industry case: Ericsson launched the antenna Antenna 4206, which is a 100% thermoplastic antenna cover, and its main material is PEEK. The antenna has a beam efficiency of up to 85%, reduces the carbon footprint by 49% and weight by 24% compared to traditional antennas, and the materials are fully recyclable.

Peek Machining method
| Machining Method | Mold | Batch | Processing Principle |
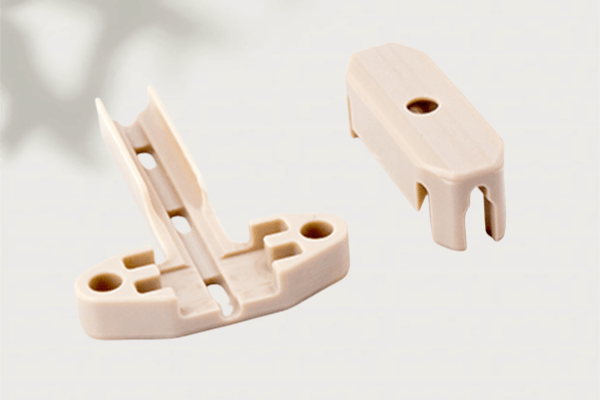
| Injection Molding | √ High mold cost | Large batch | Molten material is injected under high pressure into a mold and cooled. Suitable for complex, irregular parts (with holes, curves, etc.). |
| Extrusion Molding | √ Cross-section mold | Large batch | Molten material is continuously extruded through a fixed cross-section mold. Used for continuous parts with fixed cross-sections (rods/plates/pipes). |
| Compression Molding | √ Simple mold | Medium batch | Powder or granules are heated and pressed to solidify. Suitable for thick-walled or large parts (like seals). |
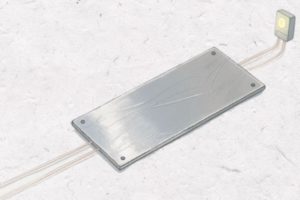
| CNC Machining | — No mold | Small batch | Material is cut from solid stock by removing excess material. Suitable for high-precision, complex parts. |
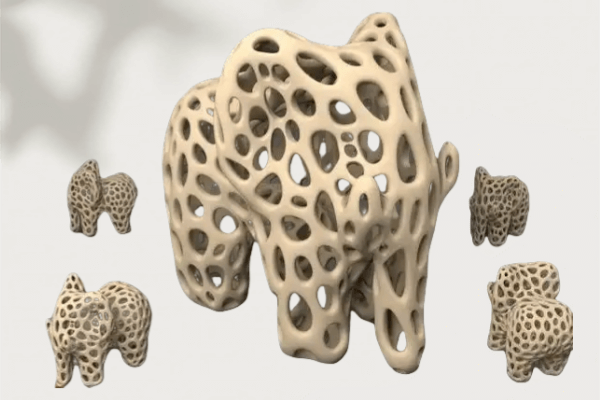
| 3D Printing | — No mold | Single item | Material is layered additively (FDM/SLS). Suitable for personalized, complex structures (e.g. porous or internal cavities). |
The above processing methods can be carried out individually or in combination, e.g.:
Injection Molding + CNC Machining: Injection molding solves complex shapes in bulk, CNC machining solves high-precision details.
Extrusion molding + 3D printing: extrusion to produce wires or plates, 3D printing to supplement the complex structure
The core of the combination is the lowest cost and maximum efficiency, followed by complementary performance, injection molding (high temperature) + CNC machining (low temperature) “to reduce the impact of thermal deformation.
Peek Machining Guide
PEEK plastic has excellent performance, but peek machinability is difficult. Different processing methods need to solve the problems caused by material characteristics in a targeted manner. The following are the key problems and solutions for various types of processing:
PEEK Injection molding
Key issues
Low fluidity: melting point 343℃, high melt viscosity, complex cavities are prone to incomplete filling.
Moisture absorption defects: Undried raw materials will produce bubbles and silver streaks.
Internal stress deformation: Uneven cooling leads to crystallization differences, causing warping and cracking.
Mold fragility: The cavity is prone to wear under high temperature and high pressure (especially reinforced PEEK).
Solution
Raw materials :should be vacuum dried at 150-180℃ for 4-6 hours, ensuring that the water content is less than 0.02%.
Process: melt temperature 380-420℃, mold temperature 160-200℃, injection pressure 80-150 MPa, and extended pressure holding.
Mold: Use a large gate and short runner, add a 0.02-0.05 mm exhaust groove, and apply a wear-resistant coating to the cavity.
Post-treatment: annealing at 150-200℃ for 2-4 hours to eliminate internal stress.
PEEK Extrusion molding
Key issues
Insufficient stability: melt viscosity is sensitive to temperature; temperature fluctuations lead to unstable extrusion volume, affecting the uniformity of billet size.
Melt fracture: Under high shear rate (such as too fast screw speed), the surface is easy to be rough, corrugated, or even broken.
Difficult cooling and shaping: Uneven cooling leads to bending and warping of bars/plates (especially large-sized billets).
Solution
Equipment and screw: Use high-precision temperature control (temperature difference ≤ ±2℃), select a gradual compression ratio (3:1-4:1) for the screw, and reduce the speed (10-30 rpm) to reduce shear.
Cooling and shaping: Use “gradient cooling” (first keep warm at 150-180℃, then gradually cool down); use a shaping sleeve for bars/tubes in conjunction with a traction machine to control straightness.
Raw materials: Select granular materials with uniform particle size, and add a small amount of lubricant (such as polytetrafluoroethylene powder) to improve fluidity.
PEEK Compression molding
Key issues
Uneven filling: low packing density of powder/particles; complex cavities are prone to partial underfilling.
Many flashes: raw materials are prone to overflow from the gap of the mold when pressurized, increasing post-processing costs.
Difficult demolding: high viscosity at high temperature (especially reinforced PEEK); forced demolding can easily cause parts to deform.
Solutions
Raw materials: pre-press into ingots (density 1.2-1.4 g/cm³) to reduce filling gaps.
Process: heating rate 5-10℃/min, temperature control within ±5℃; after the raw materials soften at 360-380℃, gradually pressurize (5-20 MPa) to prevent overflow.
Mold: Set an overflow trough to collect excess material; polish the cavity (Ra≤0.8μm) and apply a high-temperature release agent (such as boron nitride coating); Use guide columns to improve mold clamping accuracy.
PEEK CNC machining
Key issues
Tool sticking and burrs: high toughness, easy to produce “built-up edge” during cutting, resulting in rough surface and many burrs.
Cutting thermal deformation: poor thermal conductivity (0.25-0.5 W/m・K) and heat accumulation cause the workpiece to heat up (>100℃), causing deformation.
Tool wear is fast: enhanced PEEK (including glass fiber and carbon fiber) has high hardness; ordinary tools are easy to wear, affecting precision.
Solution
Tools: Pure PEEK uses high-speed steel or ultra-fine grain cemented carbide; enhanced uses diamond coating or CBN tools.
Parameters: high speed (10000-20000 rpm) + low feed rate (0.05-0.1 mm/rev), cutting depth ≤2 mm.
Cooling and chip removal: Use compressed air to cool and remove chips and special fixtures (such as vacuum suction cups) to reduce vibration stress.
Process in stages: After rough processing, let it stand for 2-4 hours to release stress, and then do fine processing to ensure dimensional stability.
PEEK 3D printing
FDM key issues
weak bonding (Z-strength is 60-80% of the substrate), warping (obvious for large-sized flat parts), and rough surface (accuracy ±0.1-0.3 mm).
Solution:
Parameters: increase the nozzle to 400-420℃, the hot bed to 160-180℃, and reduce the speed to 30-50 mm/s.
Design: Add a support structure to reduce warping in the suspended area.
Post-processing:Improve surface roughness by sanding with 400-2000 grit sandpaper, and improve performance by hot pressing at 300-350℃/5-10MPa.
SLS key issues
low density (porosity 5-15%) and poor dimensional accuracy (error ±0.5%).
Solution
Raw materials:Use spherical powder with a particle size of 50-100 μm to improve fluidity and sintering uniformity.
Parameters: laser power (100-200 W) and scanning speed (500-1000 mm/s) to ensure that the powder is completely melted.
Post-processing: Hot isostatic pressing (HIP) treatment (350-400℃, 100-200 MPa) to eliminate pores and increase density to more than 95%.
There will always be other problems in the processing process. You only need to find a reliable supplier, then you don’t have to worry about anything. hrc-metal has 15 years of experience in peek plastic precision machining. We can solve all machining PEEK plastic material custom needs. Contact us.