When you start designing a new part, choosing the right processing technology for this part is often an unavoidable problem.
Faced with a variety of processing methods to choose from, casting and CNC machining are two very popular choices, but what is the difference between them?
This article will compare these two processes in depth from multiple dimensions, such as shape complexity, part precision requirements, material type, production cycle, etc., to help you find the most cost-effective processing solution.
What is Casting?
Casting is one of the earliest metal heat processing technologies mastered by humans, with a history of about 6,000 years.
The core principle is to heat solid metal to a molten state, cast it into a casting cavity that adapts to the shape of the part, and wait for it to cool and solidify to form the required manufacturing process.
After removing the mold, you can get a part blank or finished product that is consistent with the shape of the cavity.
Then, according to the project requirements, the final casting may need to be processed for functionality and surface aesthetics.
Casting is widely used in large parts with inner cavities or curved surfaces, such as engine blocks and machine tool beds in the automotive and aerospace fields.
It can form complex structures in one go and reduce subsequent processing steps.
Common Casting Methods
Based on the mold type, process principle, and application scenario, casting is divided into two categories: traditional casting and special casting.
Each method will differ in terms of accuracy, cost, and mold reusability. The following are the three most commonly used casting methods:
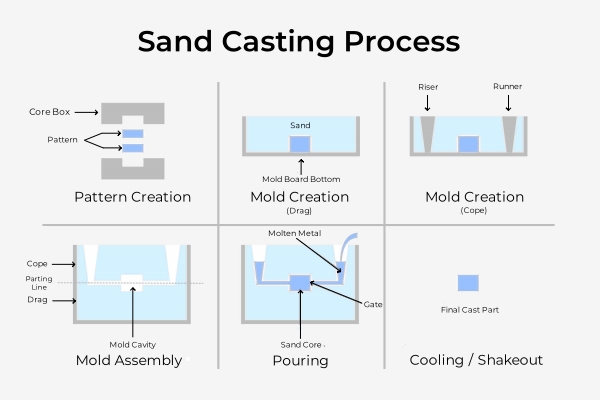
Sand Casting
Sand casting is one of the most widely used and adaptable casting methods.
Its core is to use molding sand to make the mold cavity, pour molten metal into the sand casting mold to obtain the parts, and break the sand mold after cooling and solidification to obtain the casting.
Sand mold materials are cheap, the sand mold production cycle is short, and the initial investment is low, but the sand mold can only be used once in most cases, so it is more suitable for the production of small and medium batches and large industrial parts.
In terms of precision, the dimensional accuracy of parts made by sand casting is relatively low (usually IT12-IT15 level), and the surface roughness is high (Ra 12.5-50μm).
If the precision requirements for parts are high, they need to be corrected by machining later.
Sand casting has more advantages in flexibility, cost controllability, and adaptability to large parts, but it is slightly inferior in precision and mass production efficiency.
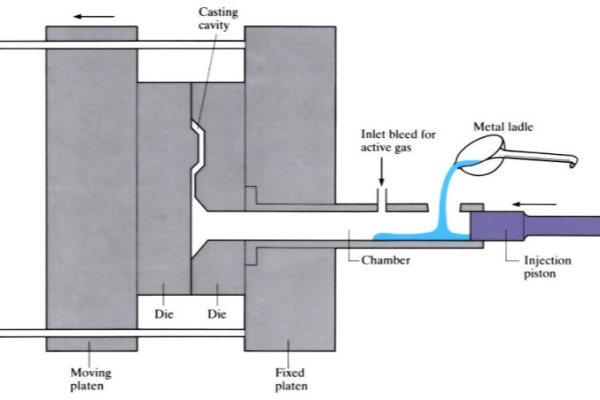
Die casting
Die casting is a casting process for liquid metal molding. Molten metal is injected into a steel film at high pressure (10-150MPa) and high speed (0.5-50m/s).
Complex thin-walled parts can be produced in tens of seconds. The initial investment of die casting molds is high, but they can be reused thousands of times.
They are designed for mass production. The mold cost is more cost-effective after being amortized to mass products.
The mold production cycle is long, usually ranging from 30 to 180 days.
However, once the mold is made, the mass production cycle can be greatly shortened, and the dimensional consistency between parts is high.
The core advantages of die casting parts are high precision (up to IT8-IT11 level), excellent surface quality (Ra 1.6-6.3μm), dimensional tolerance up to ±0.05mm/25mm, and flatness error is usually 0.1-0.3mm/m, which can reduce the need for a lot of post-processing.
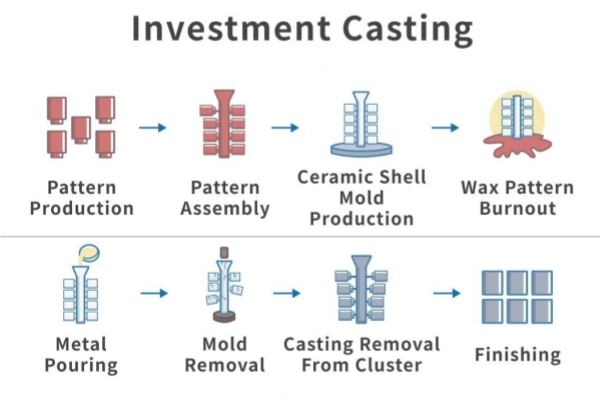
Investment Casting (Lost-Wax Casting)
Investment casting, also known as lost-wax casting, is a high-precision, near-net shaping casting process. Its core principle is to use wax to make a wax mold of the part to be cast, and then repeatedly apply ceramic slurry on the wax mold and harden it to form a shell of a certain thickness.
After heating and melting the wax mold, a hollow cavity is obtained, and finally the metal liquid is injected to form it. This process can produce castings with complex shapes, high dimensional accuracy (up to IT6-IT9), and excellent surface quality (Ra 1.6-3.2μm).
Lost wax casting is suitable for parts that are difficult to form by machining, and has strong compatibility with metal materials.
However, due to the many shell production processes and the fact that most links rely on manual operation, it is difficult to achieve full automation.
The production cycle is long (about 5-15 days), and the wax film and shell cannot be reused; the cost is high, and it is more suitable for small and medium batches.
Advantages of Casting
| Advantages | Detailed Description | Typical Application Cases |
| Complex Structure Molding | Can form inner cavity, curved surface, special-shaped structure, and thin-walled parts in one piece. | Engine cylinder, pump body, turbine blade |
| Material Diversity | Applicable to a variety of metal materials (cast iron, cast steel, aluminum alloy, copper alloy, etc., including high melting point metals) | Cast iron machine tool bed, aluminum alloy auto parts, copper alloy bathroom accessories. |
| Large Parts Manufacturing | Can produce integral parts weighing hundreds of tons, avoiding joint defects of welded parts. | Hydropower turbine runner, mining machinery base, marine propeller |
| Batch Cost-Effectiveness | Large batch unit cost is extremely low (especially die casting) | Automotive aluminum alloy housing (Die casting) |
| Material Utilization Rate | Near net shape, no cutting waste (investment casting> 95%) | Parts manufacturing of precious materials such as titanium alloy and high-temperature alloy. |
Disadvantages of Casting
| Disadvantages | Specific Description | Typical Problem Scenarios |
| Limited Dimensional Accuracy | Conventional sand casting has low dimensional tolerance (IT10-IT14) and high surface roughness (Ra12.5-50μm), which requires subsequent processing correction. | Gear blanks cast by ordinary sand casting require additional machining to meet assembly accuracy requirements. |
| Risk Of Internal Defects | Porosity, shrinkage, sand holes, cracks, and other defects are prone to occur, affecting the strength and sealing of parts. | Porosity inside castings may cause leakage or stress fracture of pressurized parts. (such as hydraulic valve bodies) |
| Mold Costs Vary Greatly | High-precision casting molds have high manufacturing costs and long cycles, and small-batch production is not economical. | The cost of die-casting molds can reach tens of thousands of dollars, and the cost of small-batch (such as hundreds of pieces) parts production is too high. |
| Long Production Cycle | Sand casting requires sand molds and cores, and investment casting requires wax molds, shell coating, and other processes, and the overall cycle is long. | The production cycle of complex investment castings may be as long as several weeks, making it difficult to meet urgent order needs. |
| High Environmental Pollution | Sand casting produces dust and waste sand, metal smelting emits waste gas, and some processes use toxic binders. (such as furan resin) | Dust pollution in traditional sand casting workshops requires additional investment in environmental protection equipment. |

What is CNC Machining?
CNC machining is an automated manufacturing process controlled by a computer program. It uses pre-written digital instructions to operate the machine tool to precisely remove material from a solid block until the desired shape is achieved.
It can process a variety of materials, including metals such as aluminum, steel, titanium, and brass, as well as non-metallic materials such as plastics, wood, and composites.
The precision control ability of CNC machining is one of its core advantages, and it is known for its “High precision and high stability” in modern manufacturing.
Surface roughness can also be controlled very well, even meeting the stringent surface quality requirements of high-precision parts.
CNC machining is suitable for parts with complex geometries, small batch customization, or high precision requirements. Automated production can shorten production time, ensure stable quality, and reduce human errors.
Common CNC Machining Processes
CNC machining includes a variety of processes. The most common CNC machining processes include milling, turning, and drilling, which are all subtractive manufacturing methods.
Milling is suitable for machining complex 3D contours and precision holes on flat surfaces, turning is suitable for machining cylindrical or round parts, and drilling is suitable for machining hard metals and complex internal shapes.
Each process is tailored to different shapes, materials, and design requirements.
CNC Milling
CNC milling is a precision parts processing process performed by computer-controlled milling machines.
It uses a high-speed rotating milling cutter to cut the workpiece, and drives the workbench or tool to remove the material along the preset path in the X, Y, and Z axes through the CNC system, and finally processes parts with planes, grooves, curved surfaces, contour shapes, and fine features such as cavities, holes, and slots.
According to the number of axes, CNC milling is divided into 3-axis milling (covering most conventional parts) and 4-axis/5-axis milling (for complex structures such as impellers and aviation curved surfaces), which can flexibly respond to simple to high-end parts processing needs.
It can stably achieve dimensional accuracy of ±0.01 mm and surface finish of more than Ra1.6μm, and can quickly and automatically change tools and switch between axes by simply modifying the program, thereby reducing downtime between processes, and can operate continuously for 24 hours.

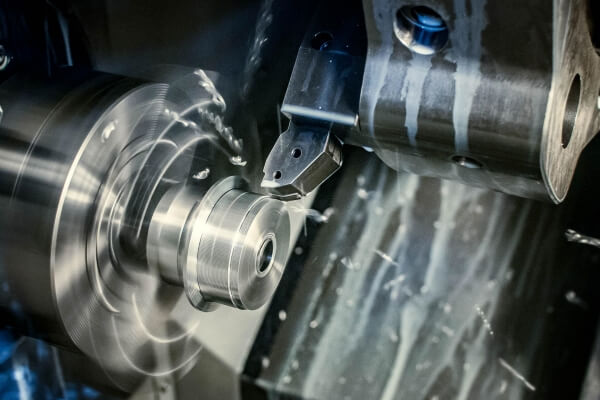
CNC Turning
CNC turning is a technology that uses a computer numerical control system to control a lathe and use a turning tool to perform precise cutting on a rotating workpiece to produce cylindrical or conical parts.
It is different from CNC milling, in which the workpiece is fixed and the tool moves around the workpiece for processing. In CNC turning, the workpiece itself rotates at high speed and then contacts the stationary turning tool to achieve forming.
CNC turning services are an ideal choice for symmetrical parts such as shafts, pins, rods, washers, bushings, and threaded parts. Whether it is metal or non-metal, as long as the material has a certain degree of plasticity or machinability, it can be processed by reasonably selecting tools and parameters.
It can stably achieve a dimensional accuracy of ±0.01mm and a surface finish of Ra0.8μm to ensure the consistency of batch parts.
CNC Drilling
CNC drilling is an automated process that uses a numerical control system to precisely control the positioning, speed, and feed motion of the drill bit to process various types of holes on the workpiece.
The material is removed by combining tool rotation cutting with feed motion. It supports continuous operation of multiple processes such as drilling, reaming, boring, and tapping.
It is mainly used to process the hole characteristics of various parts, and can achieve fast and accurate hole processing, flexibly covering small batches to large batches.
During processing, the drilling parameters can be automatically controlled by the program, and the cutting conditions can be automatically adjusted according to the material properties.
In terms of processing accuracy, CNC drilling service can achieve a hole diameter tolerance of ±0.02mm and a hole position accuracy of ±0.05mm, and the surface roughness can usually reach Ra 6.3-12.5μm.
However, it should be noted that burrs are prone to occur at the hole mouth after cutting, which will be more obvious when processing soft materials such as aluminum and copper.
Drilling seems to be a very simple process, but when it is combined with precision machining, it becomes a vital part of a wide range of manufacturing processes.

Advantages Of CNC Machining
| Advantages | Core Performance | Typical Application Cases |
| High Machining Accuracy | Positioning accuracy can reach ±0.001mm, with strong dimensional consistency, and can stably meet IT5-IT7 level precision requirements. | Aircraft engine blades, precision medical equipment parts. (such as surgical robot joints) |
| High Machining Efficiency | Automated continuous machining, multi-axis linkage reduces the number of clamping times, and the production capacity is increased by 30%-50% compared with traditional machine tools. | Batch processing of automobile gearbox gears, high-speed milling of mobile phone middle frames. |
| Strong Process Flexibility | One device can complete multiple processing steps. By modifying the program, you can switch to process different parts without re-adjusting the mechanical structure. | Small batch customized parts production, rapid prototyping of product prototypes. |
| Wide Material Adaptability | Can stably process a variety of difficult-to-cut materials such as metals (titanium alloys, high-temperature alloys), non-metals (composite materials, ceramics), etc. | Titanium alloy aviation parts, carbon fiber drone frames, and ceramic precision bearing processing. |
| Optimization Of Material Utilization | Using prefabricated blanks such as aluminum profiles to reduce cutting volume, material waste is reduced by 30%-60% compared with pure solid material processing. The blank is homogeneous solid, and only the excess part is removed during the processing, completely avoiding internal defects such as pores and shrinkage holes in casting, and the mechanical properties are more stable. | Aluminum alloy door and window frame processing, industrial aluminum profile bracket production, and new energy vehicle battery shell processing |
Disadvantages Of CNC Machining
| Disadvantages | Specific Manifestations |
| Material Waste | Since CNC machining is a subtractive production method, most of the raw materials are cut, and a lot of waste will be generated. But we have found a way to avoid excessive material cutting waste. |
| Poor Economic Efficiency Of Small Batch Processing | Single-piece and small batch parts need to be programmed and debugged separately; the preparation time accounts for a high proportion, and the unit cost is much higher than mass production. |
| Low Efficiency Of Ultra-hard and Ultra-large Size Processing | Ultra-hard materials have slow cutting speeds and large tool wear; ultra-large parts are limited by equipment travel and need to be processed in sections or outsourced. |
| Design limitations | Thin-walled and easily deformable parts are difficult to process, and the cutting force can easily cause parts to vibrate and deform. The feed speed needs to be reduced to ensure accuracy, and the efficiency is greatly reduced. |
| Fast Tool Wear | Over time, the cutting tool wears, and the tool wear accelerates when processing high-hardness materials. It must be replaced or re-sharpened, which increases operating costs. |
How to Choose Casting or CNC Machining to Produce Parts?
Casting and CNC machining are two commonly used processes. They are not mutually exclusive, but often complement each other.
The choice of process is often closely related to the specific needs of customized parts: such as whether the shape of the part is complex (whether there is a closed inner cavity or a curved surface structure), the size (is it a small precision part or a large integral part), how high the requirements for precision and surface finish are (whether micron-level tolerances or mirror effects are required), whether the material used is ordinary steel, aluminum alloy or difficult-to-cut titanium alloy, and whether the project has urgent requirements for the production cycle, etc.
In order to accurately match your needs, we will analyze the selection ideas from nine key aspects. Let you know whether your customized parts are more suitable for casting, CNC machining, or a combination of both in different scenarios to maximize their value.
Shape Complexity
Priority to Casting: If your parts have closed inner cavities (such as engine blocks, hydraulic valve bodies), irregular curved surfaces (such as turbine blades, artistic castings), one-piece molding structures or special-shaped integral structures (such as complex brackets, gearbox housings), casting is more advantageous.
Liquid metal can fill the complex mold cavity of the mold, easily realizing the above-mentioned structures that are difficult to form in one go through cutting, avoiding multi-component welding or assembly.
Priority to CNC Machining: When the parts are regular geometric shapes (such as cylinders, blocks, planes), or the contours are complex but require high precision (such as precision gear tooth profiles, threaded holes), CNC machining is more appropriate.
CNC Machining can accurately cut through tools to control the dimensional accuracy and details of complex contours.
Choose the Composite Process of Casting and CNC Machining: If your parts have a complex basic structure and require high precision locally, you can choose a composite process. The core logic of the composite process is to use casting to solve the problem of difficult molding and use CNC machining to solve the problem of high precision. Let the advantages of the two processes complement each other, which can well avoid the limitations of a single process.

Part Size
Priority to Casting: When your custom parts are large or super large (such as wheel hubs, cabin bases, propellers, engine bodies), casting will be a more appropriate choice.
Casting can directly form a large overall structure in one go, which can effectively avoid deformation and insufficient strength caused by welded parts. It can also save errors and process costs caused by additional assembly and ensure the integrity of the structure.
Priority to CNC Machining: If it is a small or medium-sized part (such as precision gears, electronic components, small medical devices, the size is usually within a few dozen centimeters), machining will be more efficient.
Small-sized raw materials are easy to fix on the machine tool workbench, and the tool can accurately contact each processing surface, and high-precision molding can be quickly achieved through cutting.
Small parts have less material waste and will not increase excessive costs due to their small size. Instead, they can be accurately controlled to maintain dimensional consistency.
Production Batch
Priority to Casting: When the production batch is relatively large, usually more than 1,000 pieces, the casting process is more advantageous. The core cost of casting lies in the early mold making.
Once the mold is completed, the subsequent batch production only needs to repeatedly pour the molten metal and take it out after cooling. Although the initial mold cost is high, the unit price cost will be greatly reduced as the batch increases.
Priority to CNC Machining: When the production batch is small, usually less than 500 pieces, CNC machining will be more cost-effective. There is no need to invest in high mold costs in the early stage of CNC machining. You only need to program, debug tools, and fixtures according to the part drawings to directly process parts.
CNC machining saves the time and cost of mold design and production, and can respond to demand quickly. If small batches are produced through casting mold opening, the mold production cycle is long, and the cost will cause the price of a single part to rise sharply, and the timeliness and economy are extremely poor.
Processing Cost
Casting Cost: The initial investment will be relatively high, and the larger the quantity, the more cost-effective. The cost of casting is mainly concentrated in the early preparation stage, and mold making requires a considerable amount of money.
However, once the mold is completed, as the production quantity increases, the mold cost will be gradually amortized. The larger the batch, the lower the total unit cost. This makes the casting process an ideal choice for long-term and stable projects.
CNC Machining Cost: The cost of CNC machining is mainly reflected in the processing. No mold cost is required in the early stage; only programming, debugging equipment, and tools are required, which can provide flexibility and faster turnaround time.
The cost of each piece will increase due to the influence of material, precision, and shape. CNC machining high-hardness materials will accelerate the wear of the tool and increase the cost of tool replacement. High-precision parts need to be cut and tested many times, which delays the processing time and increases the labor cost. Programming and debugging of complex-shaped parts takes longer, which will also increase costs.
However, compared with the mold cost of casting, the total cost of CNC machining in small batches is more cost-effective than casting.
Parts Precision Requirements
Priority to Casting: If the precision requirements for parts are not high, casting is sufficient to meet the needs. For example, ordinary mechanical brackets, pipe flanges, and other non-core force parts only need simple grinding after casting to meet the assembly requirements.
If the parts need to fit tightly or contact with the sealing surface, the required precision requirements can be achieved through additional finishing treatment.
Priority to CNC Machining: If the parts have strict precision requirements, CNC machining must be selected. CNC machining can strictly control dimensional errors through precise cutting control of tools.
Even the local high-precision requirements of complex parts can be gradually achieved through multiple measurements and calibrations. This is a level of precision that casting cannot achieve.
Surface Finish Requirements
Priority to Casting: When the surface of the part only needs to meet basic usage requirements, such as no obvious burrs and no impact on assembly, casting can basically meet your needs.
The surface finish of cast parts is mainly determined by the surface quality of the mold. The surface of ordinary sand casting is relatively rough, and the roughness is usually Ra12.5-50μm. The surface roughness of metal mold casting is slightly better, usually Ra6.3-12.5μm. Die casting can make the molten metal fit the mold cavity more closely, and the surface roughness of the casting can reach Ra3.2-0.8μm, which is close to the level of low-precision machining and is suitable for the high finish requirements of thin-walled complex parts.
The surface finish of the casting cannot be achieved in one step by the process itself, and additional grinding, cutting, or polishing are required in the future.
Priority to CNC Machining: If you have high surface finish requirements for the part, you must rely on CNC machining. CNC machining can accurately control the surface finish through tool cutting, grinding, polishing, and other processes.
CNC milling and CNC turning can reach Ra1.6-3.2μm, which can meet the general mating surface requirements. Grinding can achieve Ra0.4-0.8μm, and mirror polishing can even reach Ra0.025μm. CNC machining can make the surface flatter and smoother through fine cutting.
Material Type
Casting is mainly done by melting the material and injecting it into the mold, so it is necessary to give priority to metal materials with high purity and strong fluidity after melting. Cooling and solidification are stable. This type of material can smoothly fill the mold cavity and reduce pore defects.
Available casting materials include:
Gray cast iron, ductile iron (good fluidity after melting, small shrinkage, suitable for large structural parts)
Aluminum alloy, zinc alloy, copper alloy (low melting point, excellent metal liquid fluidity)
However, casting has obvious limitations on materials. If the material melting point is too high, it is easy to oxidize after melting, or has very poor fluidity, it is difficult to produce by casting; otherwise, it is easy to produce defects and lead to low yield.
CNC Machining is to cut solid materials by cutting tools, so the scope of adaptation will be wider. It can process metals, non-metals, and composite materials. Its core requirement is that the material can be stably cut by the tool in the solid state, and it is not easy to crack or excessively wear the tool.
Available CNC machining materials include:
Metal materials: medium and low carbon steel, stainless steel (moderate hardness in the unquenched state, low cutting resistance)
Aluminum alloy, copper alloy (soft texture, high cutting efficiency, and guaranteed precision)
Even high-hardness metals (such as hardened steel, titanium alloy) can be processed by special tools (such as ceramic knives, cubic boron nitride knives).
Non-metal and composite materials: wood, plastic (such as acrylic, nylon, suitable for making lightweight parts)
Stone, glass (cutting and grinding with special grinding tools)
Fiber-reinforced composite materials (such as carbon fiber, glass fiber products), CNC machining can accurately control the shape and avoid material waste.
The advantage of CNC machining is that even hard and brittle materials or precious metals can be formed through fine cutting, and can reduce material loss.
Material Utilization Rate
Casting is a near-net-shape forming process, and most materials can be converted into the body of the part. The material utilization rate can usually reach 60% to 90%. After the molten metal fills the mold, it can be directly formed, and only a small amount of gates need to be cut off later, with almost no extra material waste.
CNC Machining is to cut and remove the excess parts from the whole piece of raw material, which is subtractive forming. If large pieces of raw materials are used directly for processing, the material utilization rate may be as low as 30% to 50%, especially for parts with complex shapes, the material utilization rate may be lower.
However, this problem can be optimized by pre-processing the profile. First, according to the general shape of the part, the raw material is cut or forged into a profile similar to the part shape in advance, and then machined. This method can reduce the subsequent cutting amount and increase the material utilization rate to 50% to 70%.
It is especially suitable for precious metal materials and can greatly reduce the cost of material waste.
Production Cycle
The production cycle of casting is divided into the preparation stage and the production stage.
In the early stage, it takes a long time to prepare from designing the mold, making the mold to debugging the process. It takes about two weeks to make a simple sand mold, and it may take one to three months for a complex metal mold or die-casting mold.
In the later production stage, after the mold is completed, the production time of large quantities of parts can be greatly shortened, and it only takes one to two weeks to complete.
Therefore, casting is more suitable for projects with relatively loose cycles and mass production.
The production cycle of CNC machining mainly depends on the complexity of the parts and the accuracy of the machining. There is no need to make molds in the early stage of CNC machining. You only need to program, debug tools, and fixtures according to the drawings.
The preliminary preparation of simple parts can be completed in one to two days, and complex high-precision parts require a maximum of three to five days of preparation time.
The single-piece processing cycle varies with complexity. Simple parts (such as bolts and plates) can be processed in just a few minutes to half an hour.
Complex parts (such as precision parts with multi-station holes and curved surfaces) may take several hours or even one to two days (requires multiple clamping, measurement, and calibration).
Therefore, CNC machining is suitable for urgent orders, small batch trial production, or sample production, and can respond to demand quickly.
Conclusion
In short, there is no absolute answer to the cost-effectiveness of casting and CNC machining. The main core lies in the matching degree of your parts.
Casting is suitable for parts with large batches, complex structures, and low precision requirements. The initial mold preparation takes a long time, but the cost is greatly reduced with the increase in quantity after mass production, and the material utilization rate is high.
CNC machining is suitable for parts with small batches, high precision, or urgent needs. No mold is required. The initial preparation only takes 1-5 days. The single-piece processing is flexible, especially suitable for precious materials and non-metallic parts. The pre-treatment of profiles can also reduce waste.
If the parts require complex basic structures and precise details at the same time, the composite process of casting and CNC machining can balance the advantages of both.
In short, it is more economical to choose casting for large batches and complex structures, and it is more efficient to choose CNC machining for small batches and high precision. Only by matching on demand can the cost-effectiveness be maximized.