Anodizing is a widely used technique in modern manufacturing and surface treatment processes. It enhances the corrosion resistance, wear resistance, and aesthetics of metal materials. Whether it’s the phone cases and laptop frames we use every day, or precision parts in the aerospace and automotive industries, anodizing can be found everywhere.
But what exactly is anodizing? How does it work? Which materials are suitable for this surface treatment, and which are not?
This article will provide an in-depth understanding of the basic principles of anodizing, the process flow, its characteristics, key pretreatment points, and the range of applicable materials.
What is anodizing?
Anodizing is an electrolytic oxidation process. Its core involves using a metal part as the anode in an electrolytic cell. Electricity is applied to the metal, causing an oxidation reaction and transforming the surface metal into a highly effective oxide film. This improves corrosion resistance, wear resistance, and strength, protecting the metal surface.
The oxide film is a direct oxidation product of the metal substrate, forming a very strong bond with the metal substrate. Its adhesion is far superior to that of other “covering” treatments such as electroplating and spraying.
Anodizing is primarily used for valve metals—active metals that form a dense oxide film on their surfaces. Aluminum and its alloys are the most widely used, but several other nonferrous metals can also undergo this treatment. The effectiveness and ultimate performance of the anodized layer vary depending on the metal.

Some issues to consider before anodizing parts
Anodizing is a crucial process for improving the performance and aesthetics of metal workpieces. Its ultimate effect isn’t solely determined by the oxidation process itself; the initial preparation is equally crucial.
Many defects, dimensional deviations, or performance issues that arise in workpieces after anodizing are often traced back to negligence during the initial preparation phase.
Therefore, before anodizing, comprehensive consideration and planning of the workpiece’s structural design, surface condition, and dimensional accuracy are crucial to ensure a smooth and effective anodization process.
Reserve a reasonable racking position for anodizing
During the anodizing process, workpieces must be secured in the electrolyte using anodizing racks, so reserving a suitable racking position is crucial.
In our experience with anodized metal parts projects, we have found that many clients focus on the workpiece’s functional and structural design when designing drawings, but overlook the racking requirements necessary for anodizing surface treatment.
When a workpiece lacks a pre-defined racking position, operators are forced to temporarily rack it in non-visual or functional areas. This can easily lead to a series of problems:
- Workpiece scratches: Improper racking point selection or anodizing rack contact surface design can cause the workpiece to loosen or fall during subsequent anodizing steps, resulting in scratches on the workpiece surface and affecting appearance.
- Air entrapment: Improper racking methods can cause air bubbles to be trapped, preventing the area from fully reacting with the electrolyte, resulting in uneven oxidation.
- Iridescence or color variation: Improper racking methods can lead to uneven current distribution, resulting in irregular discolored spots on the workpiece surface or inconsistent oxide film thickness, affecting color uniformity. We have an article specifically about How Properly Racking Makes Your Parts Look Better.

Ensuring Dimensional Accuracy of Precision Structures
Anodizing forms an oxide film on the workpiece surface. Although this film is typically only a few to tens of microns thick, even slight dimensional variations can cause assembly problems for precision parts.
Thus, during the design phase, it’s important to allow for an equal margin in critical workpiece dimensions based on the expected oxide film thickness to ensure that the dimensions after anodizing still meet design standards.
In addition, for precision structures such as threaded holes and through-holes on parts that require assembly, direct anodizing can cause electrolyte to enter the holes and form an oxide film, resulting in a reduced hole diameter or overtightening of the threads.
For these structures, a specialized, high-temperature and electrolyte-resistant plugging material should be used for protection before anodizing. This should be removed after the anodizing service is complete to ensure dimensional accuracy and assembly compatibility.
Eliminating Surface Machining Defects
After CNC machining, metal workpieces inevitably leave traces of machining marks, such as knife marks and joints. Some marks are very noticeable, while others may not be noticeable under normal lighting. However, after anodizing, the altered light reflectivity of the oxide film makes both types of knife marks more pronounced, significantly impacting the product’s appearance and texture.
To avoid this, additional surface treatments are required before anodizing to mask or eliminate these machining marks, depending on the desired appearance of the workpiece:
- Sandblasting/Beadblasting: If you need to completely mask machining marks and achieve a uniform and fine surface texture, sandblasting or beadblasting can be performed before anodizing. High-speed abrasive jets impact the workpiece surface, filling in fine knife marks and creating a uniform matte finish. We have an article specifically discussing Why Sandblasting is Recommended Before Anodizing.
- Electropolishing: For workpieces requiring a higher gloss, electropolishing can be used. Electrolytic action removes microscopic surface protrusions, achieving a mirror-like finish while completely eliminating machining marks.

How does anodizing work?
The anodizing process is based on an electrolytic reaction. The metal workpiece acts as the anode (connected to the positive terminal of the power supply), and the lead/stainless steel plate acts as the cathode (connected to the negative terminal of the power supply).
The component is immersed in an electrolyte. Compounds such as sulfuric acid and oxalic acid in the solution fill the electrolyte with positive and negative ions. When an electric current passes through the electrolyte, negative ions (especially oxygen-related ions) in the electrolyte migrate toward the anode.
The metal atoms on the anode surface lose electrons and are oxidized to metal ions. At this point, the oxygen ions that migrate to the anode react with the metal ions on the metal surface, forming an oxide layer that is tightly bonded to the substrate.
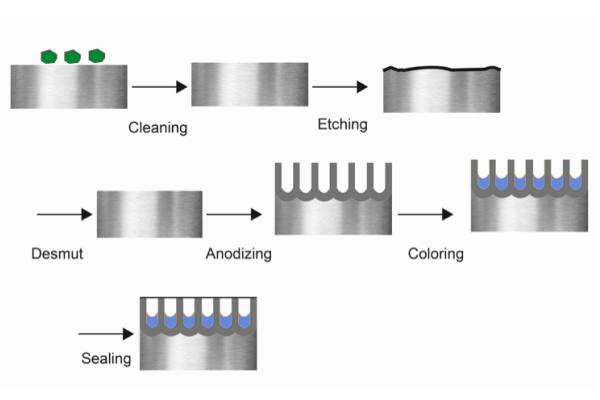
The working principle can be broken down into the following 7 steps:
Racking
In the anodizing process, the racking step is a crucial step before surface treatment. Racking involves securing the workpiece to be treated on the production line using a hanger. This ensures stable mechanical fixation during subsequent processes and provides a conductive connection between the workpiece and the power supply.
This step directly impacts the uniformity and conductivity of the oxide film, as well as the workpiece’s appearance. Therefore, the first step in the anodized process is carefully racking the part on the anodizing rack.

Pretreatment
Pretreatment is crucial for anodizing. Its purpose is to remove any oil, scale, and impurities from the workpiece surface that may affect the quality of the anodized surface. This ensures that the subsequent oxide film is uniform and firmly bonded to the metal workpiece. Pretreatment consists of several sub-steps:
- Degreasing: Oil can prevent the oxide film from forming in certain areas, resulting in spots on the part’s surface. Common degreasing methods, such as alkaline, acidic, or organic solvent-based methods, are required to remove contaminants such as cutting oil, stamping oil, and fingerprints from the workpiece surface.
- Water Rinse: Rinse away any remaining degreasing agent with clean water to prevent residual agent from interfering with subsequent reactions.
- Choose between pickling and alkaline etching, depending on the condition of the workpiece. Pickling removes scale, rust, and minor burrs on the workpiece surface. Alkaline etching uses an alkaline solution to dissolve weak layers on the part surface, resulting in a uniform matte or mirror finish.
- Water Rinse again to rinse away any residual solution from the pickling/alkaline etching process to prevent any residual acid/alkaline residue from interfering with subsequent steps.
Neutralization
Neutralization is a critical transition step. Its purpose is to thoroughly neutralize any residual acid or alkali from the pre-treatment, ensuring a near-neutral pH on the workpiece surface and preventing interference with the electrolyte stability.
A common treatment method involves soaking in a weak acid solution, followed by a subsequent water rinse.
Anodizing
Anodizing is the core film-forming step. After cleaning, the workpiece is immersed in an electrolyte containing sulfuric acid or chromic acid while a direct current is applied. This oxidizes the metal surface and forms a uniform oxide film. The thickness and hardness of the oxide film can be controlled by adjusting the anodizing time, temperature, and current density.
Coloring
If you have a decorative or functional application for your workpiece, anodizing offers a variety of color options to enhance the metal’s appearance.
The workpiece is placed in a dye solution, which absorbs the dye into the pores. The color is then fixed by subsequent sealing.
Another method, electrolytic coloring, involves placing the workpiece in an electrolyte containing metal salts. This causes metal ions to deposit at the bottom of the oxide film’s micropores, creating a bronze or black color.
Sealing
Sealing is a crucial post-treatment step in anodizing.
The oxide film formed after anodizing is porous. If the pores are not sealed, the workpiece easily absorbs moisture, stains, and contaminants, resulting in a sticky feel, film degradation, discoloration, or corrosion of the substrate.
There are 3 common sealing methods:
1. Hot Deionization Sealing (Hot Water Sealing)
Hot deionization sealing involves using hot deionized water at 95-100°C to react with the oxide film, forming alumina trihydrate, which expands and seals the pores. This process requires no additional chemicals and is the most traditional sealing method.
This process offers high-quality sealing and is environmentally friendly. However, it is energy-intensive, requiring the deionized water to be continuously kept at a high temperature and boiling point. Furthermore, it may cause sealing bloom on the workpiece surface, requiring subsequent cleaning.
2. Mid-Temperature Sealing
Mid-temperature sealing uses nickel salts as the core sealing agent, sealing the pores through a synergistic chemical precipitation and hydration reaction at a moderate temperature of 60-80°C.
This method uses less energy and reduces dye bleed, making it suitable for dyed parts. However, this method requires consideration of wastewater discharge, which must be treated to meet standards before discharge.
3. Low-Temperature Sealing (Cold Sealing)
Low-temperature sealing involves the synergistic effect of nickel salts and fluorides in a nickel fluoride solution at room temperature (25-35°C) or lower. This method uses minimal energy and produces a dense, frosting-free film, making it suitable for highly decorative products.
However, fluorides are toxic and require strict safety precautions. This method also requires the highest process control requirements and costs.
Final Cleaning and Drying
After sealing, rinse thoroughly with clean water to remove any remaining sealant.
Finally, air dry, hot air dry, or oven dry to ensure no residual moisture remains on the workpiece surface and avoid water stains.
Characteristics and Advantages of the Anodizing Process
Anodizing significantly improves the performance of metal workpieces by creating a dense oxide film on the metal surface. Its core characteristics and advantages are primarily reflected in aspects such as workpiece protection, functionality, decorative effects, and process adaptability.
Corrosion and Rust Prevention: The oxide film isolates air and moisture, significantly improving the metal’s corrosion resistance. Untreated aluminum alloy parts are prone to oxidation and blackening. Anodizing allows for long-term use in humid environments.
Abrasion and Scratch Resistance: Metal raw materials are inherently soft and easily scratched or abraded. After anodizing, the anodized film becomes 10-20 times harder than the original material, resisting everyday friction and impact, extending the product’s lifespan.
Aesthetics and Personalization: The oxide film can be dyed or electrolytically colored to create a variety of colors, with durable adhesion and resistance to fading. Process adjustments can also be made to achieve matte or glossy anodized finishes.
Insulation: The oxide film provides insulation, with a breakdown voltage of 500-1000V/μm. It can be used for metal parts requiring insulation, such as heat sinks in electronic devices.
Environmental Protection: Compared to electroplating, energy consumption can be reduced by 30%-50%. The anodizing process is less polluting, and the oxide film is non-toxic and releases no harmful substances, making it more environmentally friendly.
What are the types of anodizing?
Anodizing processes can be categorized into various types based on the type of electrolyte, process parameters, and film properties.
We will detail the four most commonly used types of anodizing:
Chromic Acid Anodize (Type 1 Anodize)
Chromic acid anodizing produces a relatively thin oxide layer, typically 2-10μm. The electrolyte used is a 5%-10% chromic acid solution.
The film is dense and has low porosity, making it less susceptible to dye absorption. Consequently, the color is limited, typically gray or black, and the surface is matte. Compared to other anodizing types, the oxide layer is relatively soft and has lower wear resistance.
However, damage to the substrate is minimal, and the oxidation process does not excessively erode the metal surface, resulting in excellent corrosion resistance.
Because chromic acid contains the highly toxic hexavalent chromium, strict wastewater treatment is required. The use of chromic acid has been gradually decreasing and is currently being replaced by chromium-free processes.
Sulfuric Acid Anodize (Type 2 Anodize)
Sulfuric acid anodizing is the most widely used type of anodizing, producing a moderate oxide layer thickness typically ranging from 5 to 25 μm. The process uses an electrolyte consisting of 15%-20% sulfuric acid solution.
The resulting anodic film has a high porosity, making it highly adsorbent to dyes, which enables diverse aesthetic finishes. Additionally, the film can undergo electrolytic coloring for further customization.
After sealing, the anodized layer exhibits significantly improved corrosion resistance and enhanced wear resistance.

Hard Anodize (Type 3 Anodize)
Hard anodized produces the thickest coating, typically 25-150μm. The electrolyte used is a 10%-15% low-concentration sulfuric acid solution or mixed acid.
It is extremely hard and offers excellent wear resistance, corrosion resistance, and electrical insulation. Due to the density and inherent color of the coating, the coating is typically dark, making it difficult to dye into vibrant colors. Black is the most common color.
Due to the thickness of the coating, dimensional variation is significant, so allowance must be made for the workpiece.

Phosphoric Acid Anodizing
Phosphoric acid anodizing produces the thinnest oxide layer of these common anodizing types, typically 1-5μm. The electrolyte used is an 8%-12% phosphoric acid solution.
The film is porous with large pores and lacks a distinct color, appearing light gray or close to the natural color of the material. It is not typically used for decorative purposes.
Phosphoric acid anodizing is highly valued in the aerospace industry for its excellent adhesive bonding surface preparation capabilities. While its inherent corrosion resistance may not be as good as some other anodizing types, it significantly improves the corrosion performance of the final bonded component.
What materials can be anodized?
Anodizing is primarily suitable for valve metals. The most common and versatile materials are aluminum and aluminum alloys, but several other metals can also undergo anodizing for enhanced properties:
Anodized Aluminum and Aluminum Alloys
Aluminum is the most widely used material for anodizing, and aluminum alloys also perform well.
Aluminum oxide films are chemically stable and corrosion-resistant. The porous structure of the film can be enhanced with personalized colors, wear resistance, and insulation properties through dyeing and sealing processes.
Currently, this process is widely used in automotive parts, aerospace components, electronic housings, and architectural profiles.
Anodized Magnesium and Magnesium Alloys
Magnesium is a lightweight, relatively active metal that readily reacts with oxygen in the air at room temperature, forming a dense oxide film on its surface. This film can, to a certain extent, prevent further oxidation of the metal underneath.
However, its protective effect is weaker than that of aluminum oxide films. Therefore, anodizing can improve the corrosion resistance of magnesium and magnesium alloys and can also serve as a paint primer.
It is commonly used in lightweight aerospace components, medical devices, and 3C product housings.

Anodized Titanium and Titanium Alloys
Titanium is a material known for its high strength and low density.
The anodized titanium film offers excellent corrosion resistance, wear resistance, and biocompatibility. By adjusting the voltage, the film can be produced in various colors, eliminating the need for dyeing. It exhibits outstanding stability in high-temperature and highly corrosive environments.
It is widely used in medical devices, jewelry, aircraft engine components, and high-end outdoor equipment.

Which materials are not suitable for anodizing?
The core of anodizing surface treatment is to form a stable, dense oxide film on the metal surface through an electrolytic reaction. Whether a material is suitable for anodizing depends on whether it meets this core requirement. The following materials are either impossible or unsuitable for anodizing due to chemical properties or process limitations:
Steel (stainless steel, carbon steel)
Steel undergoes oxidation in an electrolytic environment, forming iron oxide or iron hydroxide films.
However, these films are loose and porous, failing to prevent further internal corrosion and even accelerating rusting.
Therefore, anodized steel is rarely used for steel surface treatment. Instead, it is treated with galvanizing (zinc plating), chromium plating (chrome coating), painting, phosphating, and blackening.
Copper (brass, bronze)
Copper cannot form a dense, insulating oxide layer, and the resulting oxide is conductive and unstable.
Industrially, copper surface treatments tend to be electroplating, chemical oxidation, or passivation, as these methods are highly efficient and provide stable results.
Precious metals (gold, silver, platinum)
These metals are extremely chemically stable and are not prone to losing electrons in electrolytic environments.
Anodic oxidation makes it difficult for them to form an oxide film on their surfaces, or the film that forms is extremely thin and of little practical value.
Precious metals rely more on electroplating or physical coatings to enhance their performance than on anodization.
Non-metals (plastics, ceramics, glass, wood)
Anodizing is an electrochemical process for metals. Non-metallic materials are non-conductive and cannot be anodized, and no oxidation reaction occurs.
What’s the difference between anodizing and other surface treatments?
The core difference between anodizing and other surface treatments is that it uses electrolysis to transform the surface of the substrate (limited to valve metals such as aluminum, titanium, and magnesium) into an inorganic oxide film. This film bonds tightly to the substrate, providing both protection and functionality.
Other surface treatments, on the other hand, often form a coating on the substrate using external substances (such as metal ions or resin coatings). These coatings differ in their source, bonding methods, and performance focus.
Compared to electroplating
The film sources differ:
Anodized films are inorganic oxides (such as aluminum oxide) formed by oxidation of the base metal itself.
Electroplated films are external metals (such as chromium, nickel, zinc, etc.) precipitated from the plating solution.
Different bonding strengths:
The anodic oxide film and the base metal are integrated, with no distinct interface, resulting in extremely strong adhesion.
The electroplated layer relies on the deposition and bonding of metal ions, and can easily peel or flake if pre-treated improperly.
Different substrate suitability:
Anodizing is only suitable for valve metals such as aluminum and titanium.
Electroplating is suitable for almost all metal substrates.
Different performance priorities:
Anodized films focus on wear resistance, insulation, and preserving the base metal’s original properties (such as lightweight aluminum).
Electroplated layers focus on metallic luster, conductivity, or specific wear and corrosion resistance requirements (such as the high wear resistance of hard chrome).
Compared to electrophoretic coating
Different film types:
Anodized films are inorganic oxides, characterized by high temperature resistance and high hardness.
Electrophoretic films are organic resin coatings with poorer temperature resistance (usually not exceeding 150°C), but superior insulation properties.
Different process principles:
Anodizing is an electrolytic oxidation reaction, where metal atoms lose electrons to form an oxide film.
Electrophoretic coating uses an electric field to cause resin particles to adhere to the substrate surface, where they solidify to form an organic film.
Different film thicknesses:
Anodized films are thinner (typically 5-20μm).
Electrophoretic films are slightly thicker (10-30μm), but are still relatively thin overall.
Different appearances:
Anodized films are often the natural color of the substrate or a single hue after dyeing, with a matte sheen.
Electrophoretic films can be tinted to create a rich color palette, with a uniform, adjustable sheen.
Compared to powder coating
The film thickness varies significantly:
Anodized films are thinner (5-50μm).
Powder coating films are thicker (50-150μm), and their protective properties are more dependent on film thickness.
Different process steps:
Anodizing is a wet electrolytic process performed in an electrolyte.
Powder coating is a dry process, using electrostatic adsorption of the powder coating followed by high-temperature curing to form a film.
Different substrate requirements:
Anodizing has strict requirements on substrate conductivity and material type (valve metal).
Powder coating has no requirements on substrate conductivity and is suitable for a variety of materials, including metals, ceramics, and plastics.
Different weathering and impact resistance:
Anodized films have weak impact resistance, and thick films are prone to brittleness.
Powder coating thick films offers greater resistance to bumps and impacts, and due to their denser film layer, they exhibit superior outdoor weathering resistance (such as UV and salt spray resistance).
Conclusion
Anodizing is an electrolytic surface treatment for valve metals such as aluminum. The resulting oxide film bonds tightly to the substrate, resulting in high hardness and excellent corrosion resistance.
Dyeing and sealing can enhance the aesthetics and wear resistance of workpieces without sacrificing the lightweight properties of the substrate.
Compared to other surface treatments, anodizing is the preferred surface treatment for aluminum due to its strong integration with the aluminum material and stable performance.
FAQs
Q: What is the function of anodizing? Why is it used for surface treatment?
A: Anodizing creates a dense oxide film on the metal surface, providing corrosion resistance, wear resistance, insulation, and colorability. It is commonly used on metals such as aluminum and titanium to extend life, enhance appearance, and improve functionality.
Q: Is anodized aluminum safe?
A: Anodized aluminum is safe. Its oxide film, primarily composed of stabilized aluminum oxide, is non-toxic, non-volatile, and chemically stable.
It is widely used in food contact applications (such as kitchenware), electronic products (such as mobile phone casings), and medical devices.
Q: How can I prevent discoloration of anodized parts after exposure to sunlight?
A: To prevent discoloration due to exposure to sunlight, you can choose electrolytic coloring, which is more UV-resistant than dyes.
For the anodize process, choose a stable dye and thoroughly seal the pores. Avoid prolonged exposure to strong UV rays during use.
If this is unavoidable, add UV-blocking toner or apply a UV-resistant coating during anodization.
Q: What are the limitations of anodizing?
A: It is only suitable for a few metals, such as anodizing aluminum, anodizing magnesium, and anodizing titanium. This process is sensitive to various parameters, and some types of anodizing have high environmental costs.
Q: What colors can anodized aluminum material produce?
A: Aluminum anodizing can be dyed to create a wide range of colors. These include classic basics like black, gray, and clear anodized colors.
Also available are some vibrant colors like red, blue, green, and purple anodized colors, and some metallic luster colors like gold, silver, and titanium anodized colors.
Furthermore, electrolytic coloring like bronze and brown anodized colors can also be produced, meeting diverse color needs for applications ranging from everyday items to high-end decorative items.